Unser Produktionsprogramm an Zerspanungswerkzeugen
Dank unserer breiten Produktionspalette an Zerspanungswerkzeugen sind wir in der Lage, die Bedürfnisse selbst der anspruchsvollsten Kunden sowohl auf individueller als auch auf Projektebene zu erfüllen.
Unser Produktionsprogramm umfasst: VHM-Werkzeuge, PKD-Werkzeuge mit VHM-Basis, monolithische PKD-Werkzeuge, WSP-Werkzeuge sowie alle Arten von kombinierten Zerspanungswerkzeugen.




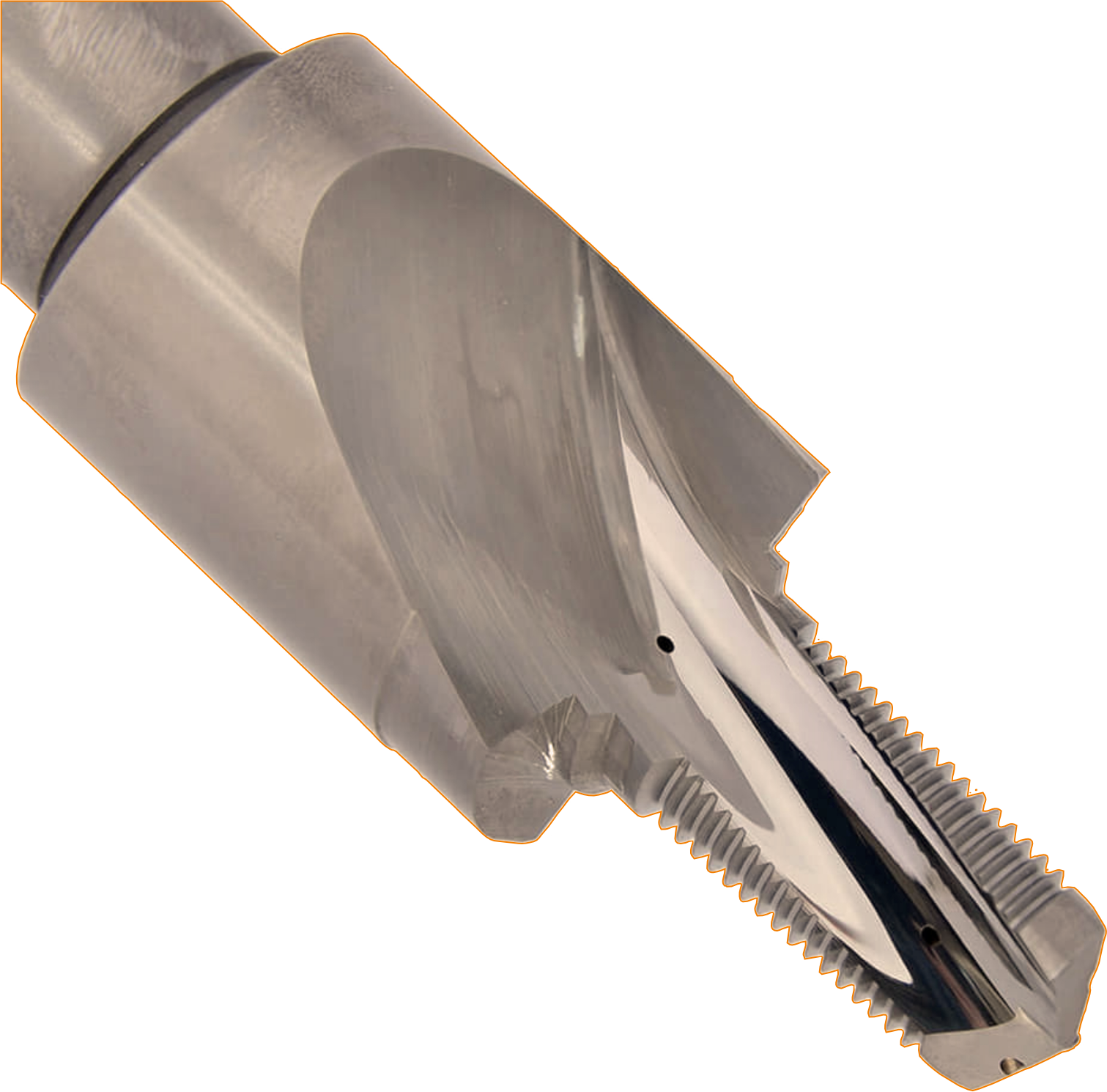
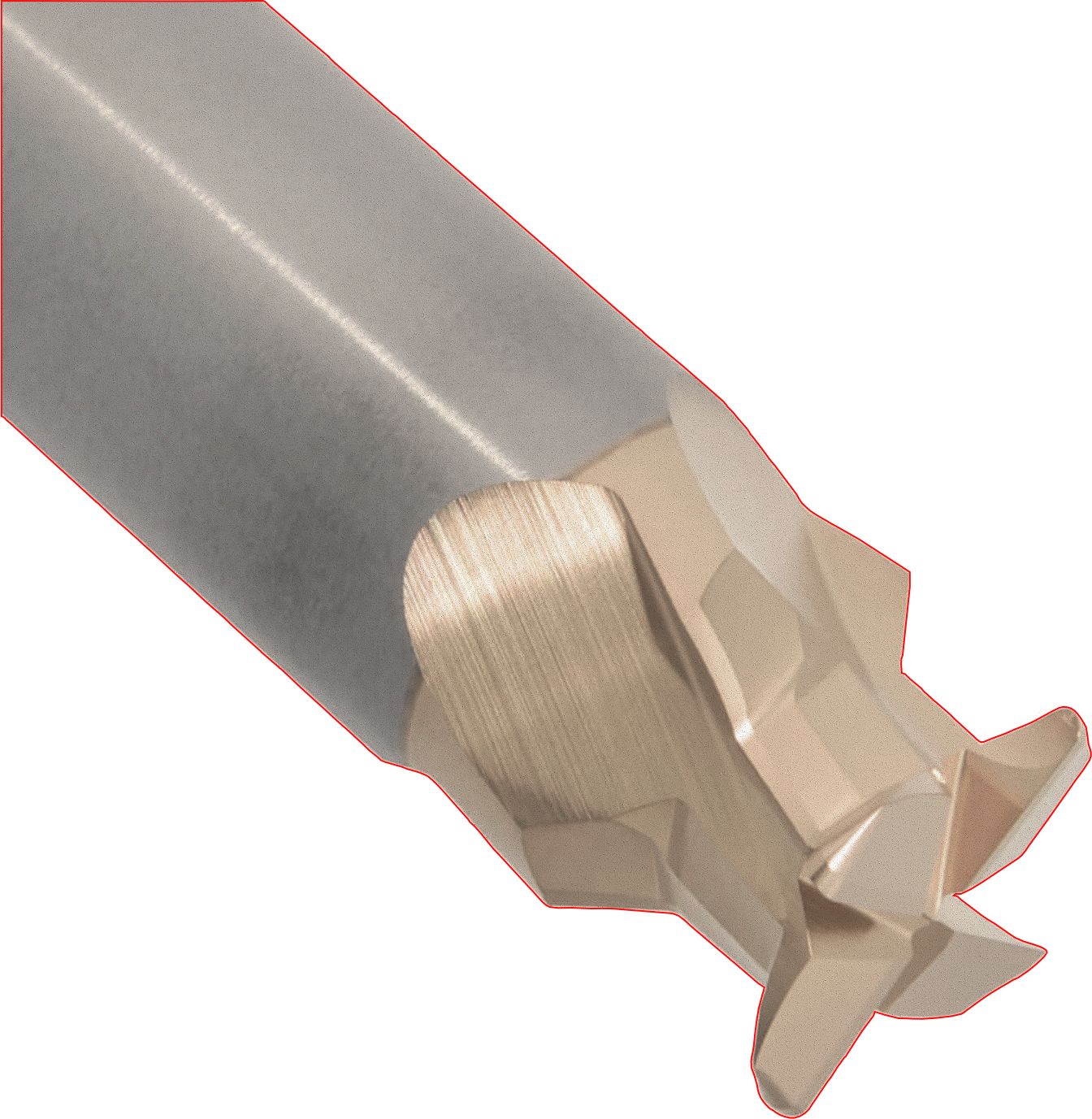
01. VHM Zerspanungswerkzeuge
Zu unserem Fertigungsprogramm gehören auch Hartmetall- Zerspanungswerkzeuge. Wir fertigen nach kundenspezifischen Fertigungsvorgaben für unterschiedliche Bearbeitungsarten und -komplexitäten, seien es Werkzeuge zum Bohren, Fräsen, Reiben oder für kombinierte Bearbeitungsverfahren.
Unser Entwicklungsteam erkundet eingehend die Möglichkeiten, um vom ersten Schritt an optimale Entwicklungslösungen zu finden.














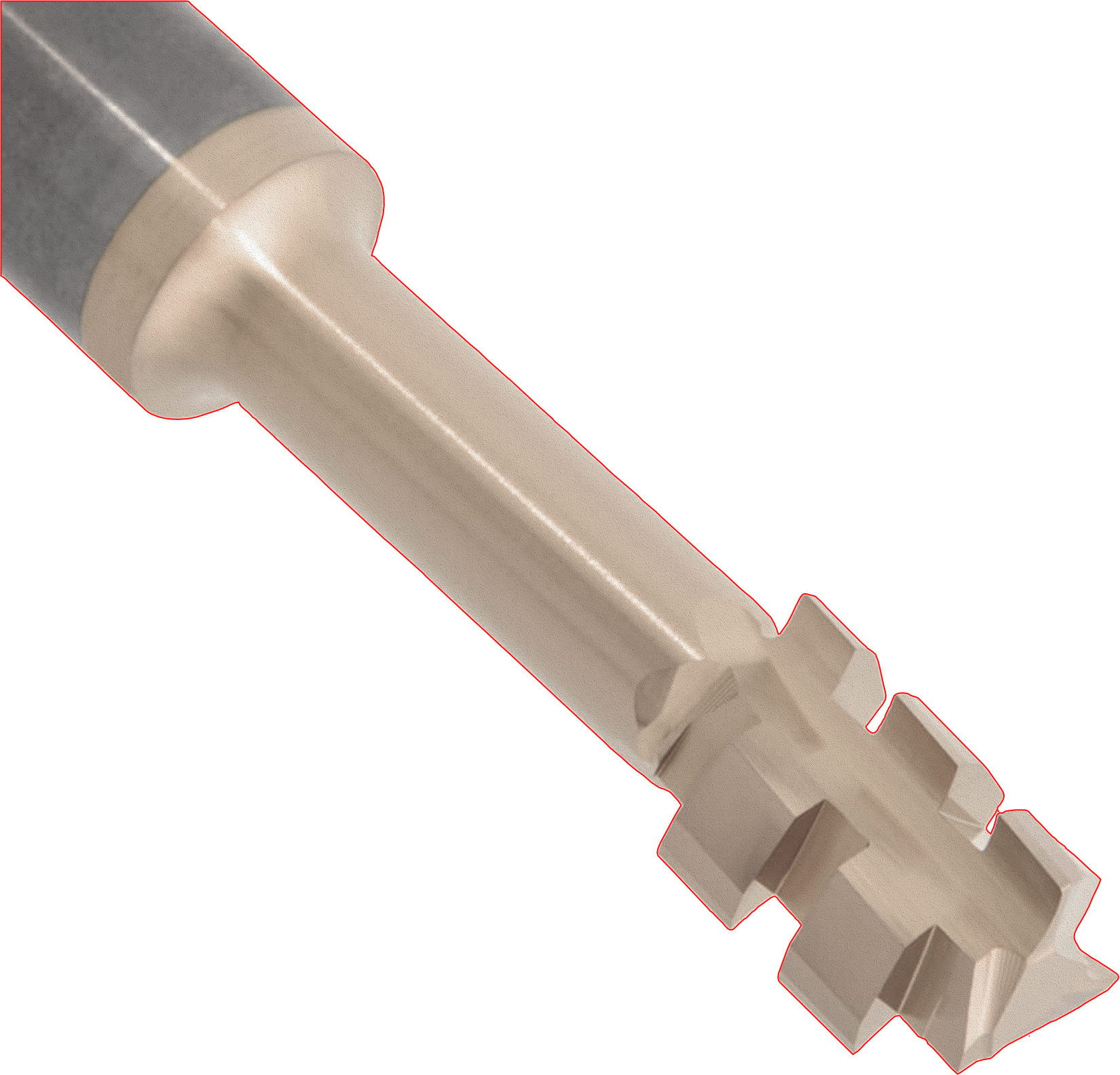


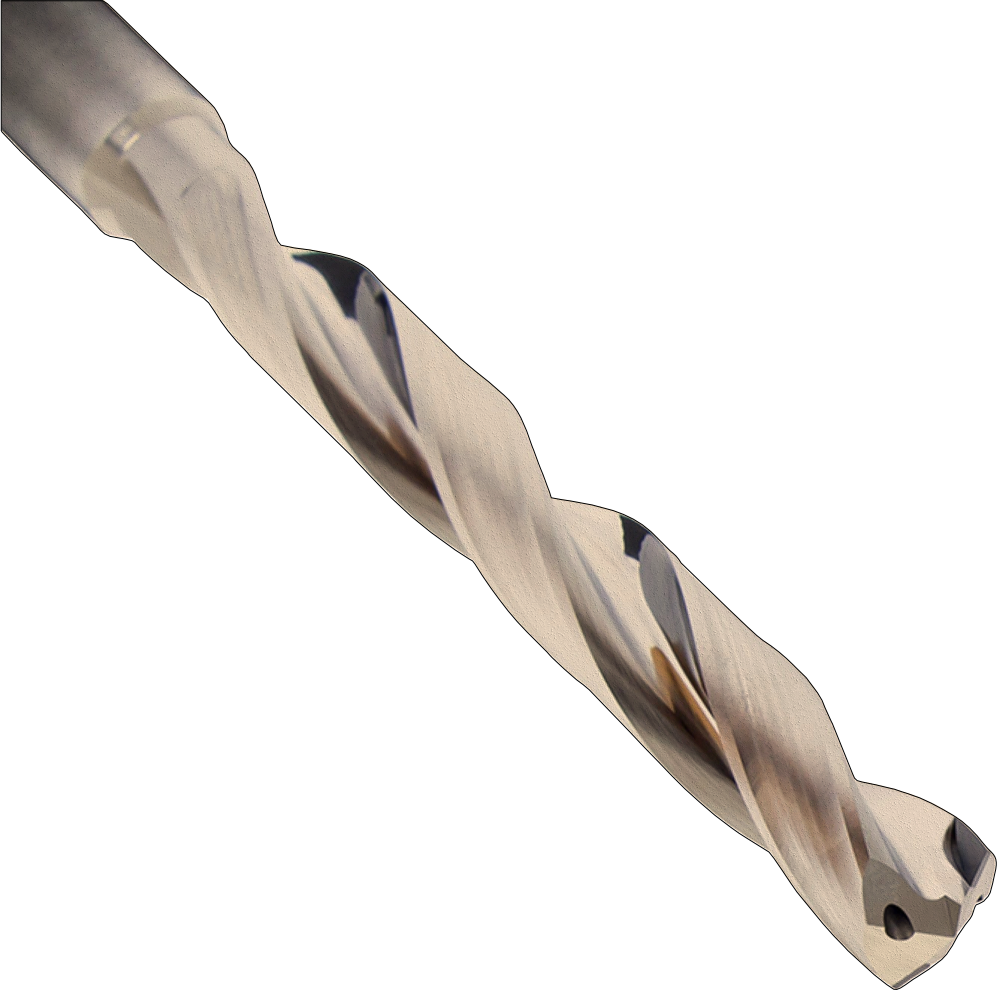
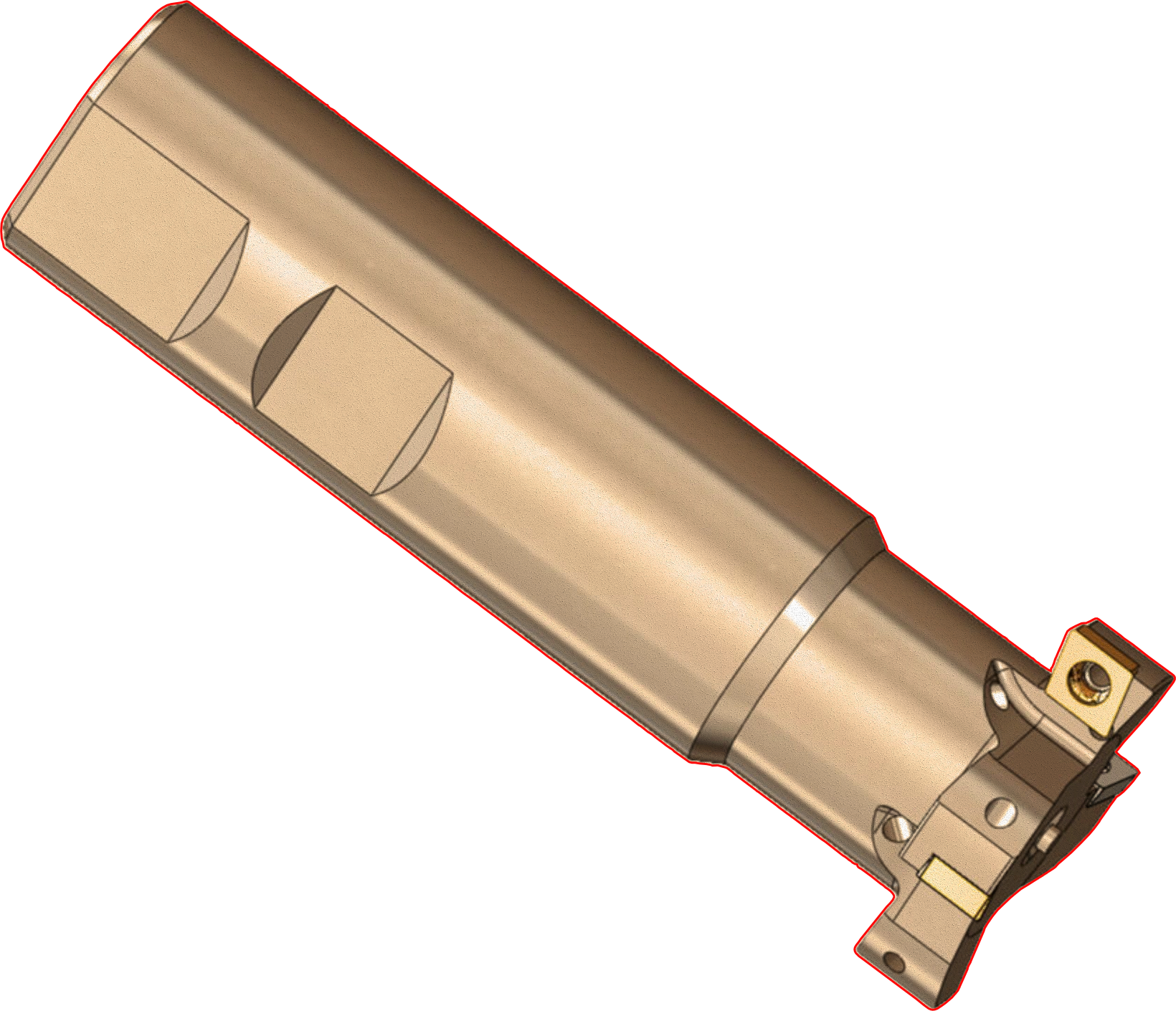
02. PKD Werkzeuge mit VHM Basis
Unser Produktionsprogramm an PKD-Zerspanungswerkzeugen mit Hartmetallkörper ist hinsichtlich Werkzeugkomplexität, Komplexität der Werkzeuggeometrie sowie optimaler Kühlleistung zur Perfektion gebracht.
Wir produzieren alle Arten von Werkzeugen zum Bohren, Fräsen, Reiben und auch alle Arten von kombinierten PKD-VHM-Werkzeugen.












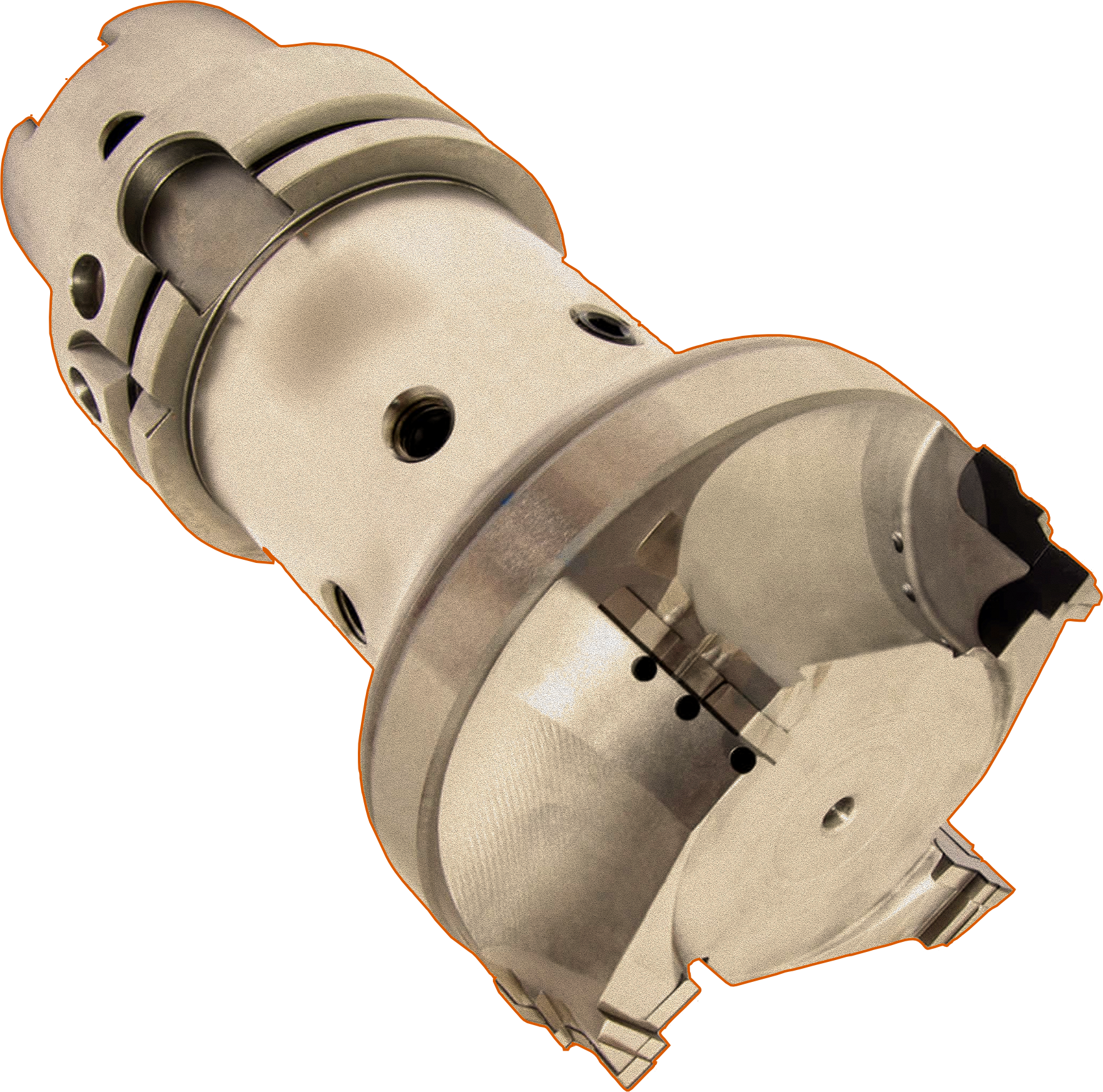
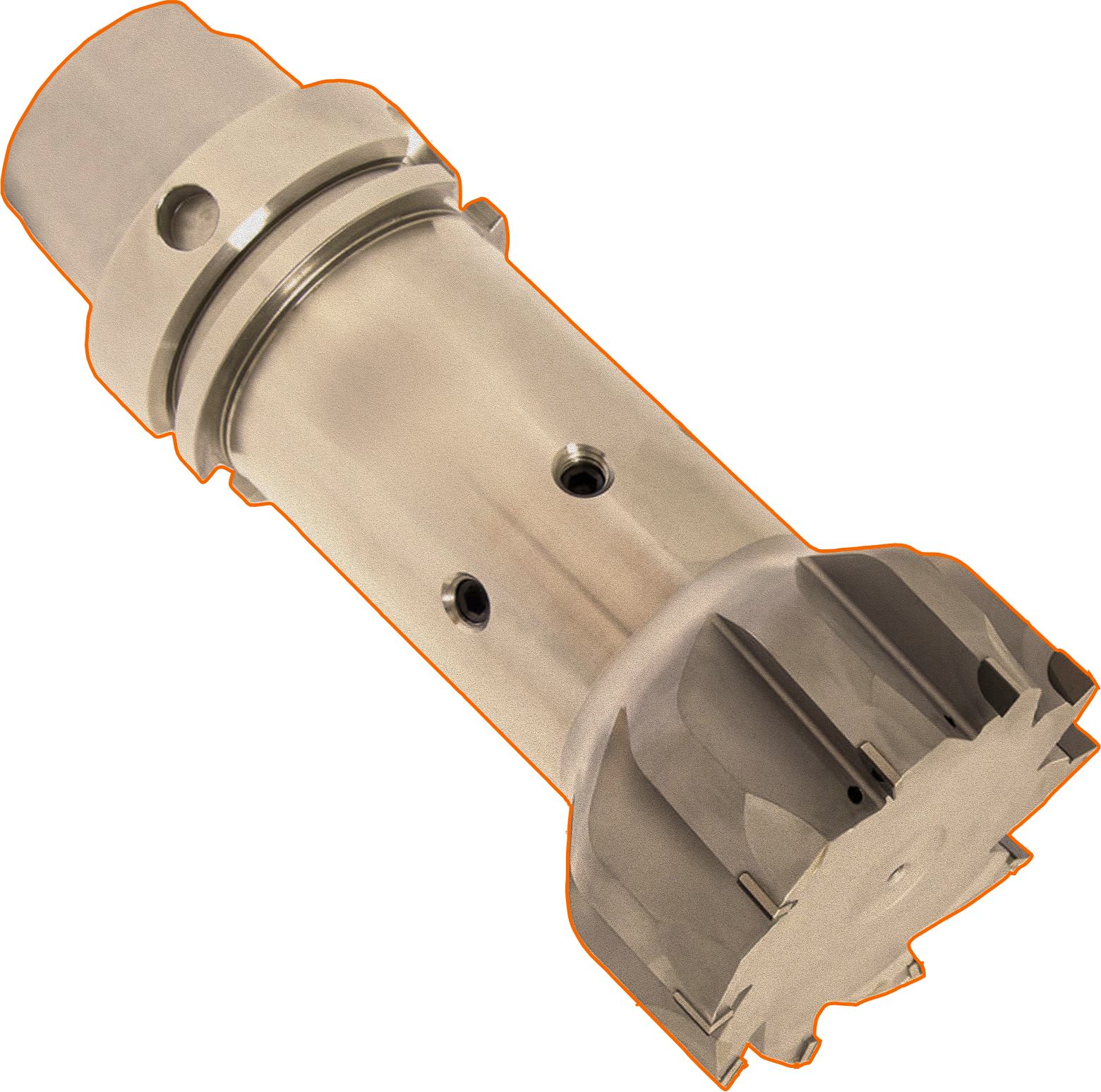
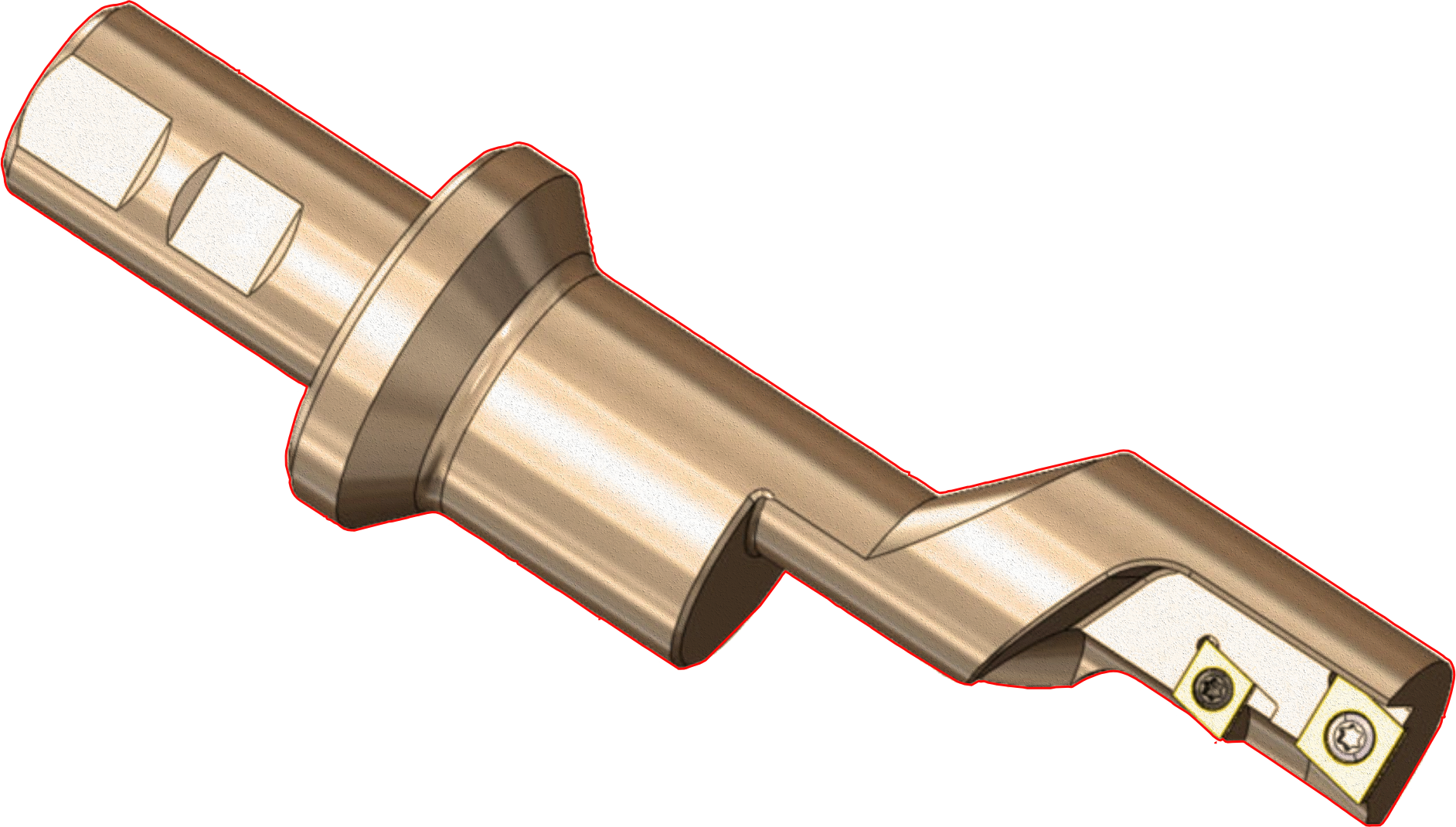
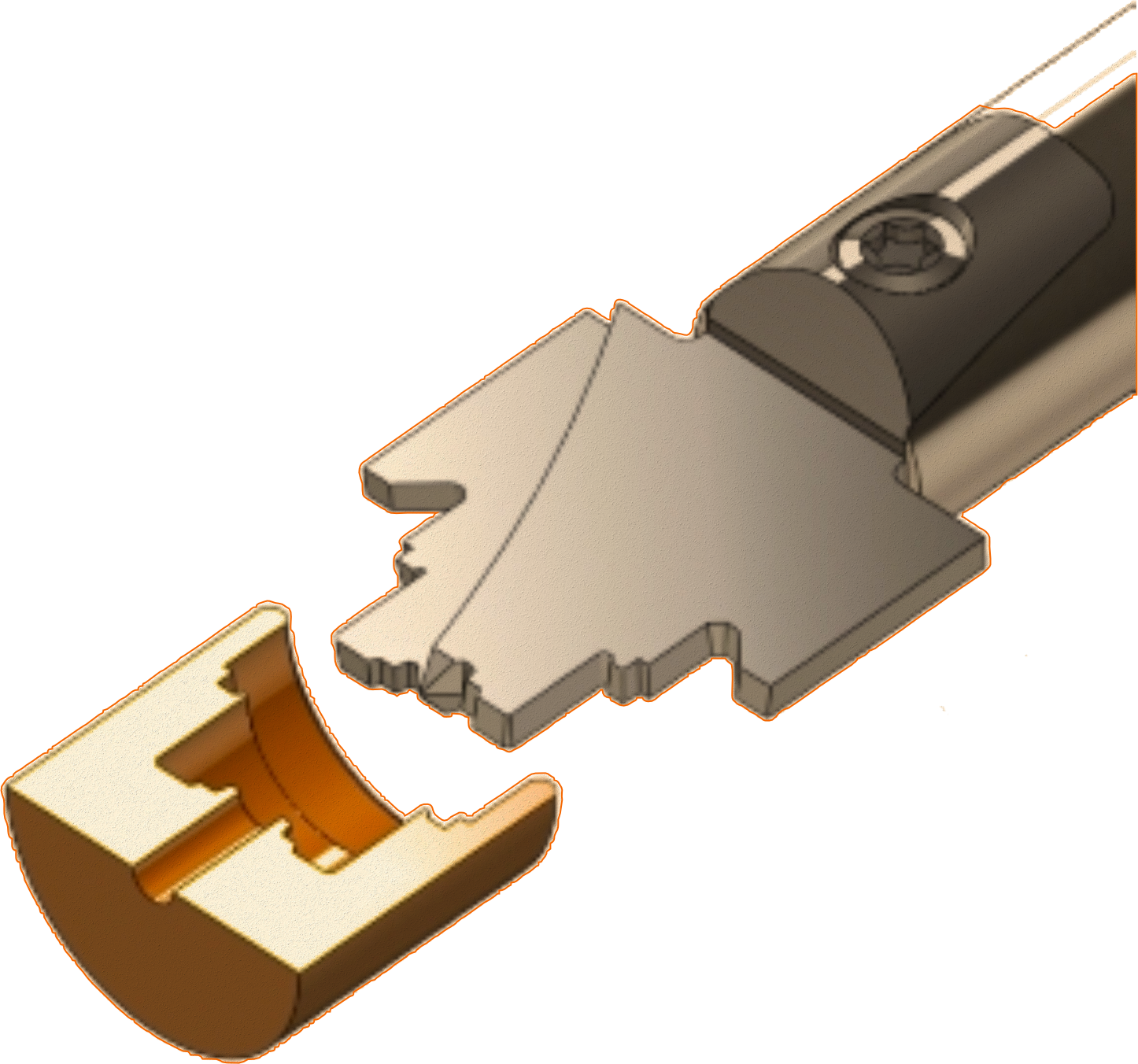
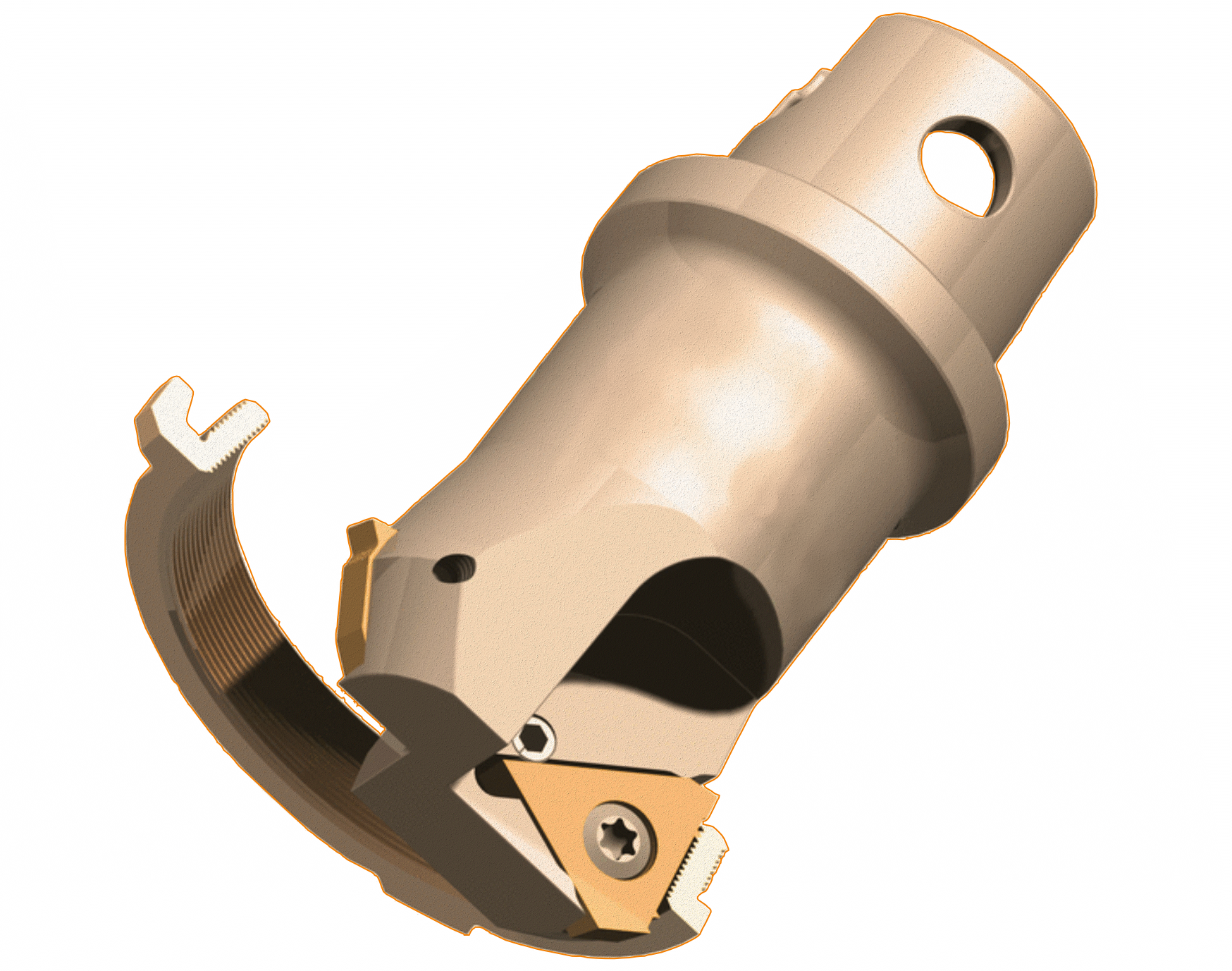
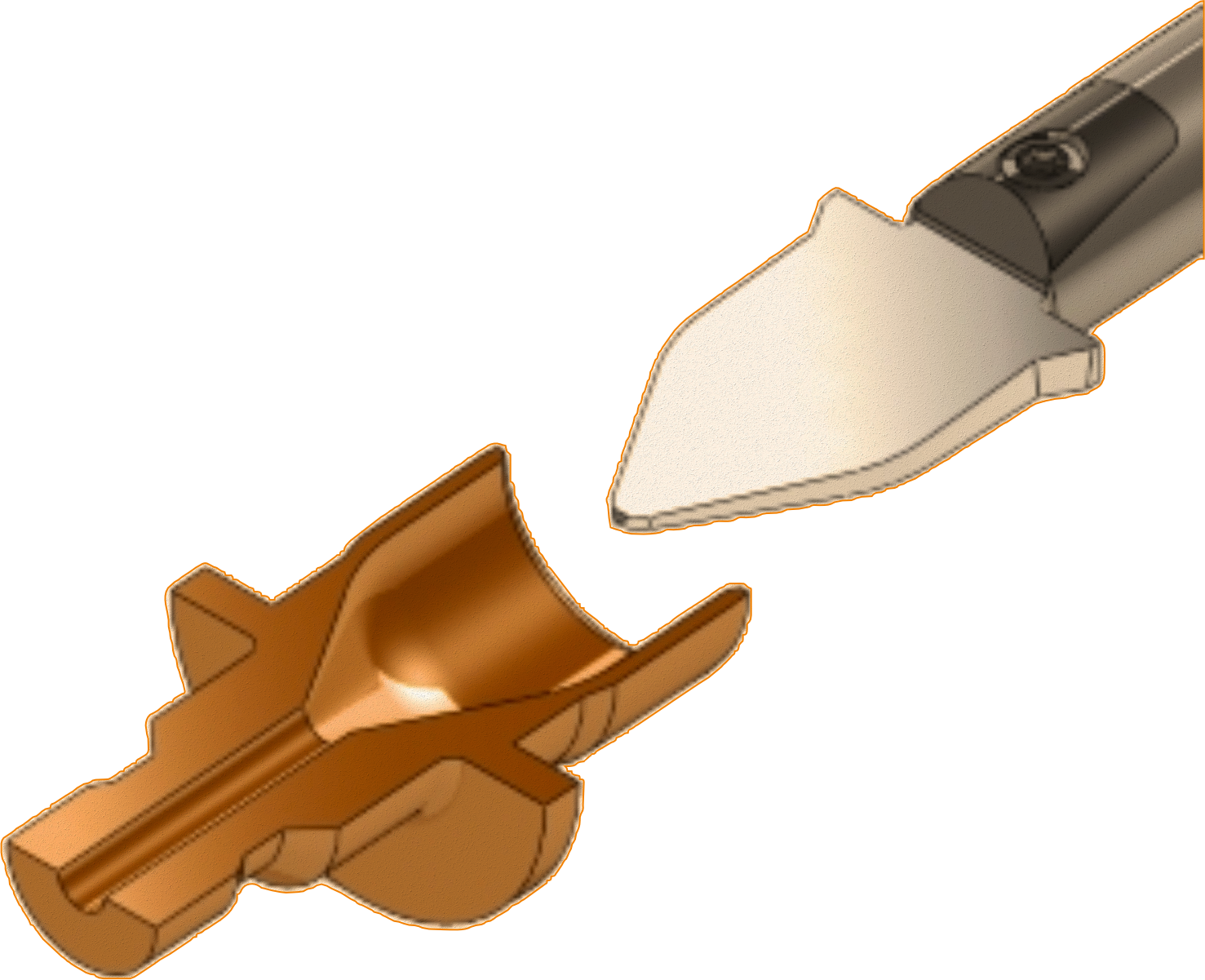
03. PKD-Zerspanungswerkzeuge mit allen Arten von Aufnahmen
Die enge Spezialität unserer Entwicklungs- und Produktionstätigkeit sind monolithische PKD-Zerspanungswerkzeuge, die wir nach individuellen Kundenanforderungen mit Aufnahmen aller Art modular entwickeln. Wir sind in der Lage, Werkzeuge für sämtliche Zerspanungsoperationen sowie Werkzeuge mit DIN (HA, HB, HE), SK , BT , HSK , CAPTO und MODULAR-Aufnahmen herzustellen.
PKD Bohr und Senkwerkzeuge














PKD-Fräswerkzeuge










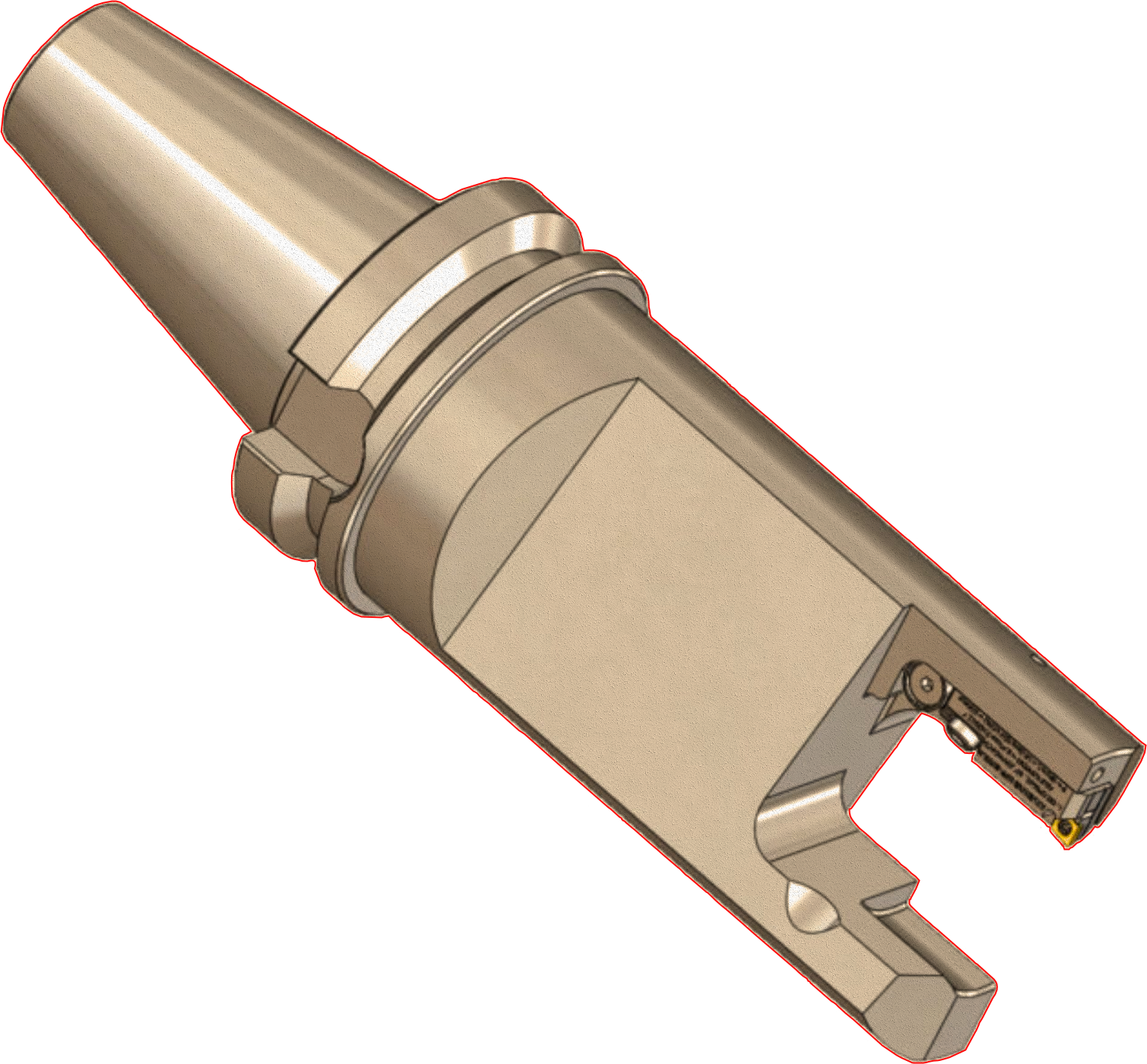
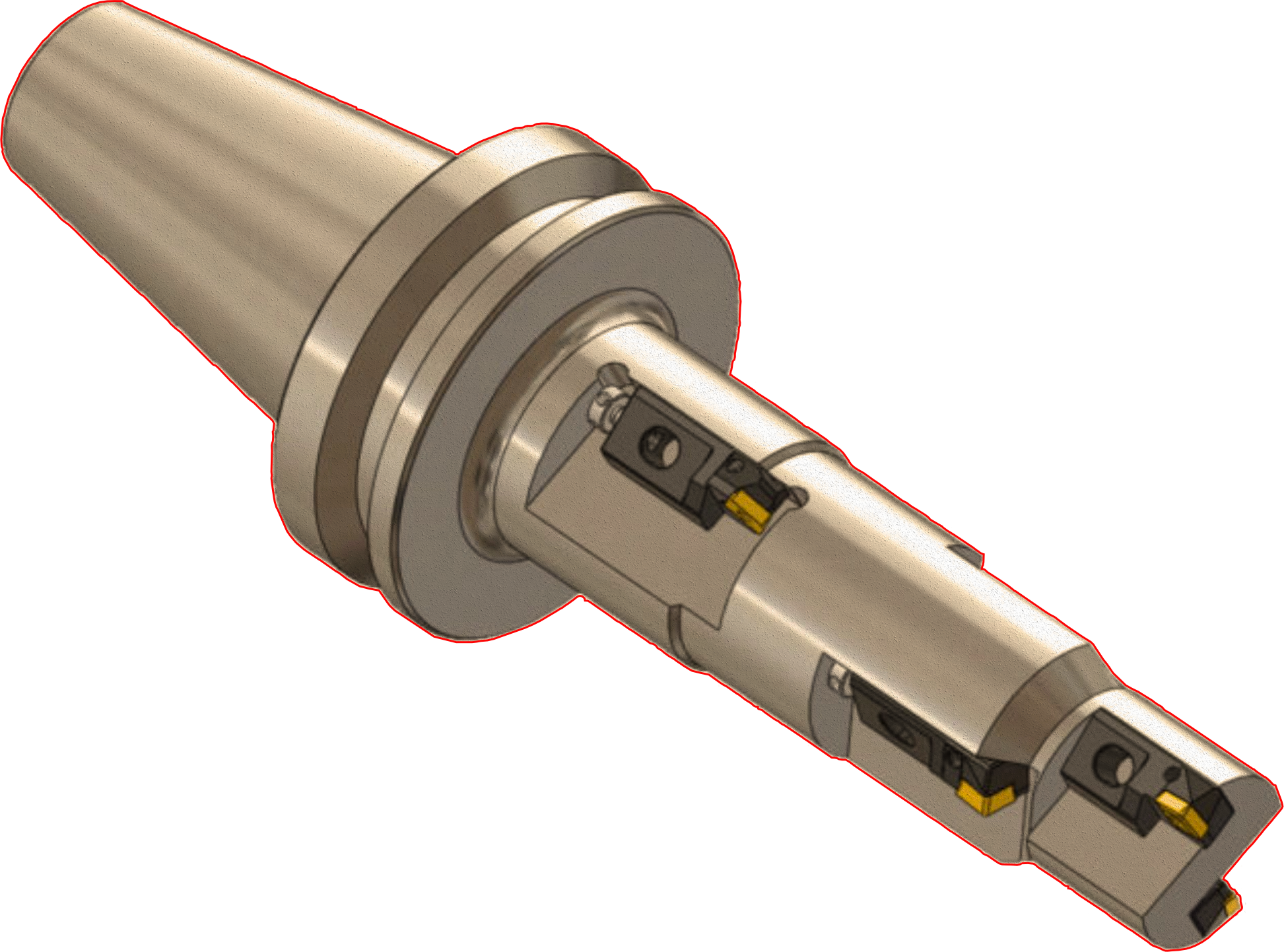
04. Montagebalancierte Werkzeuge
Für Kunden, deren Produktionsprozess hohe Schnittgeschwindigkeiten und enorme Präzision erfordert, bieten wir die Montage oder Herstellung von Werkzeugen mit Aufnahme sowie das anschließende hochpräzise Auswuchten der Werkzeuge an.






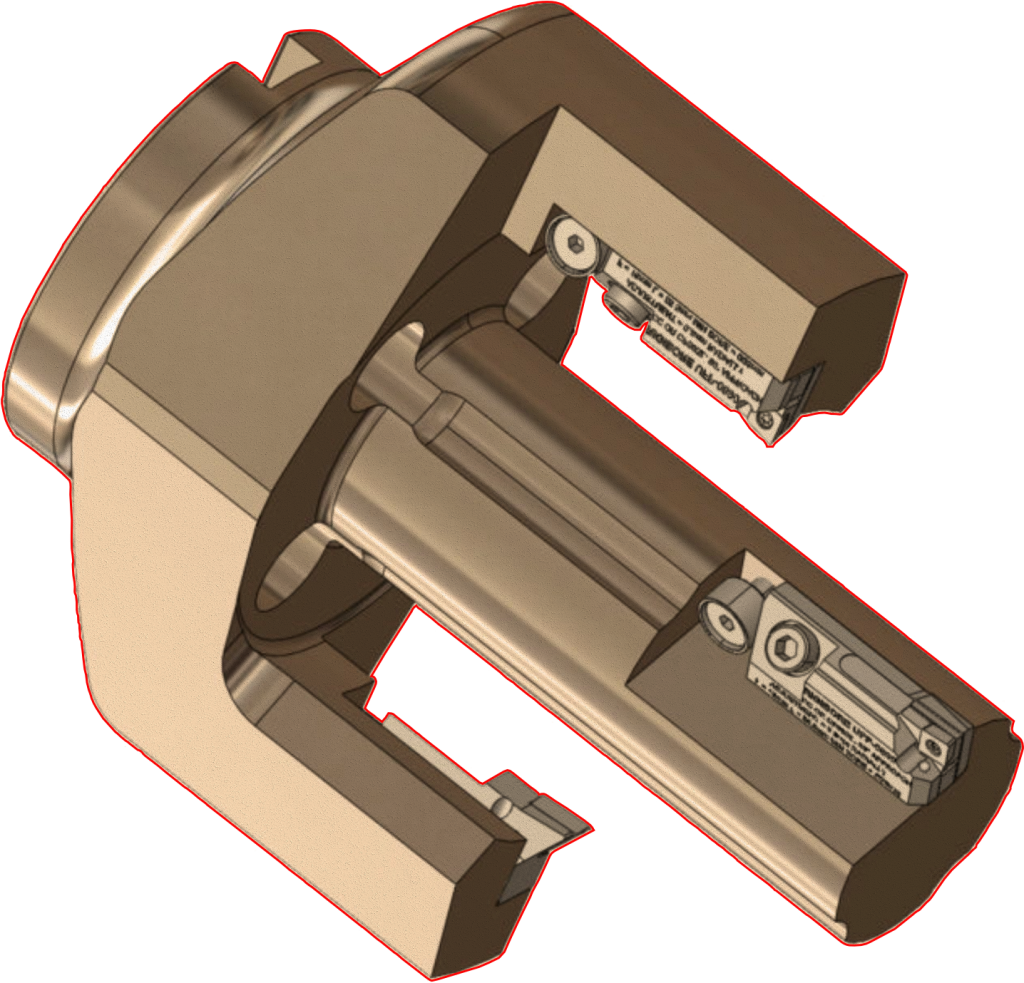
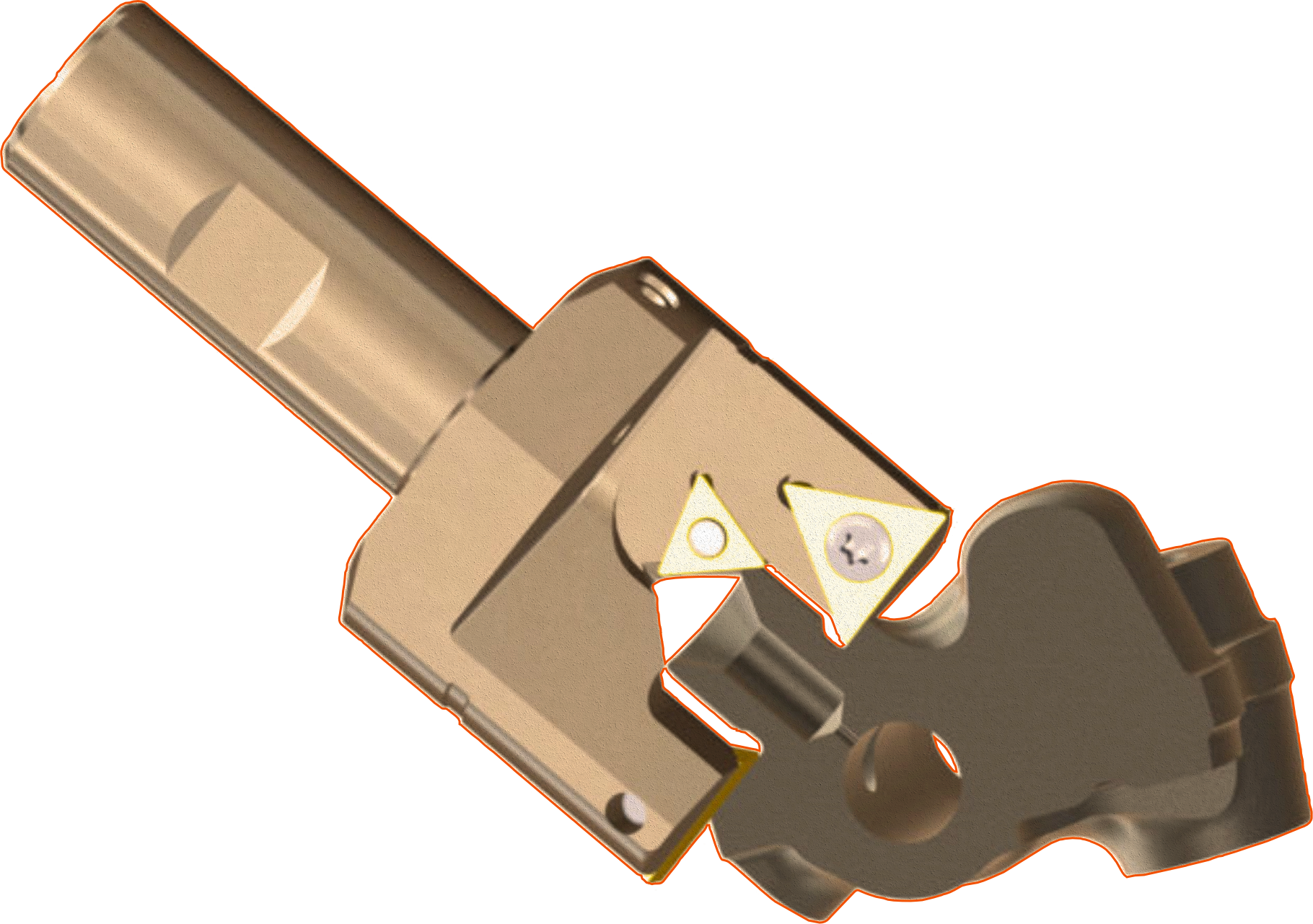
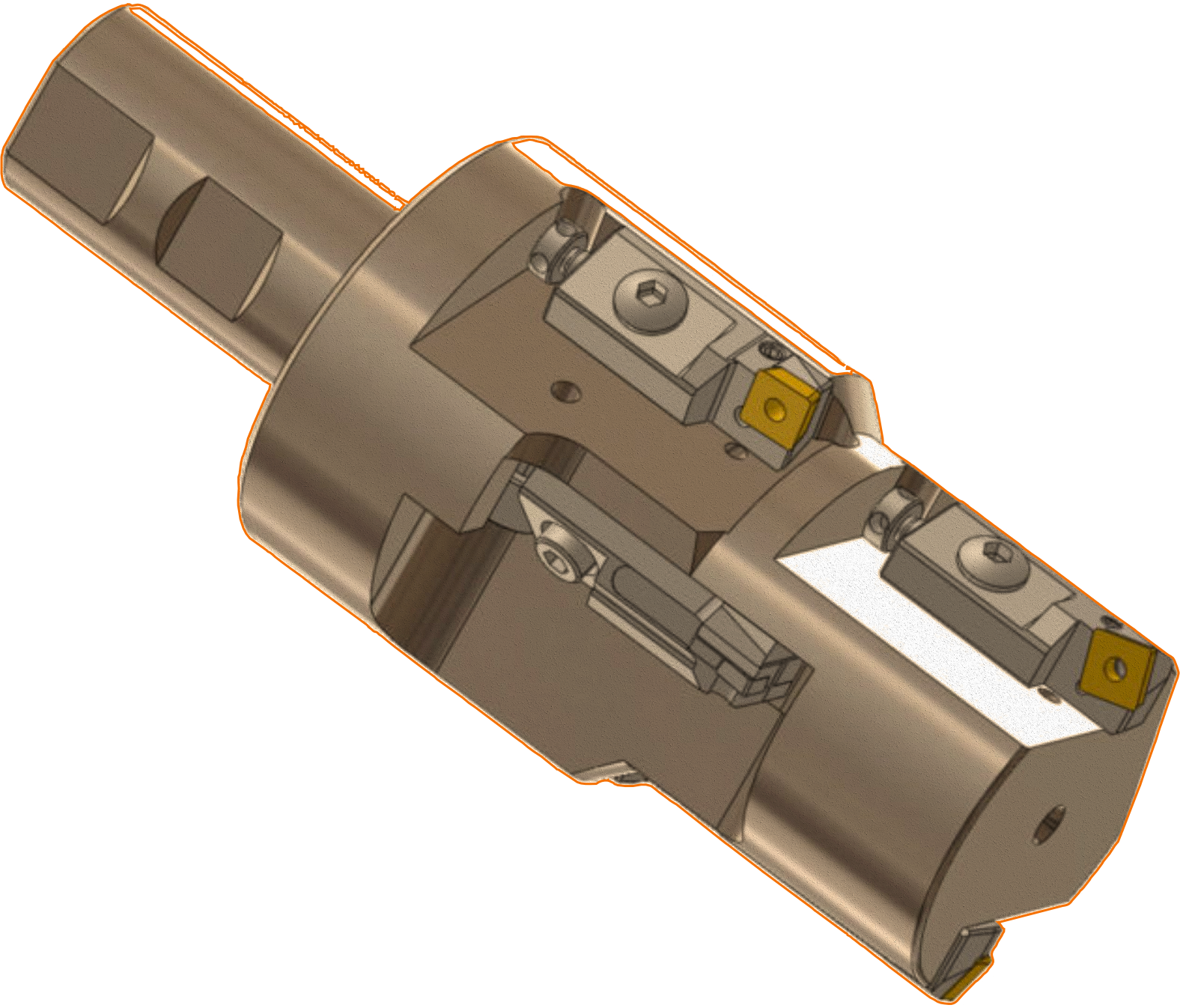
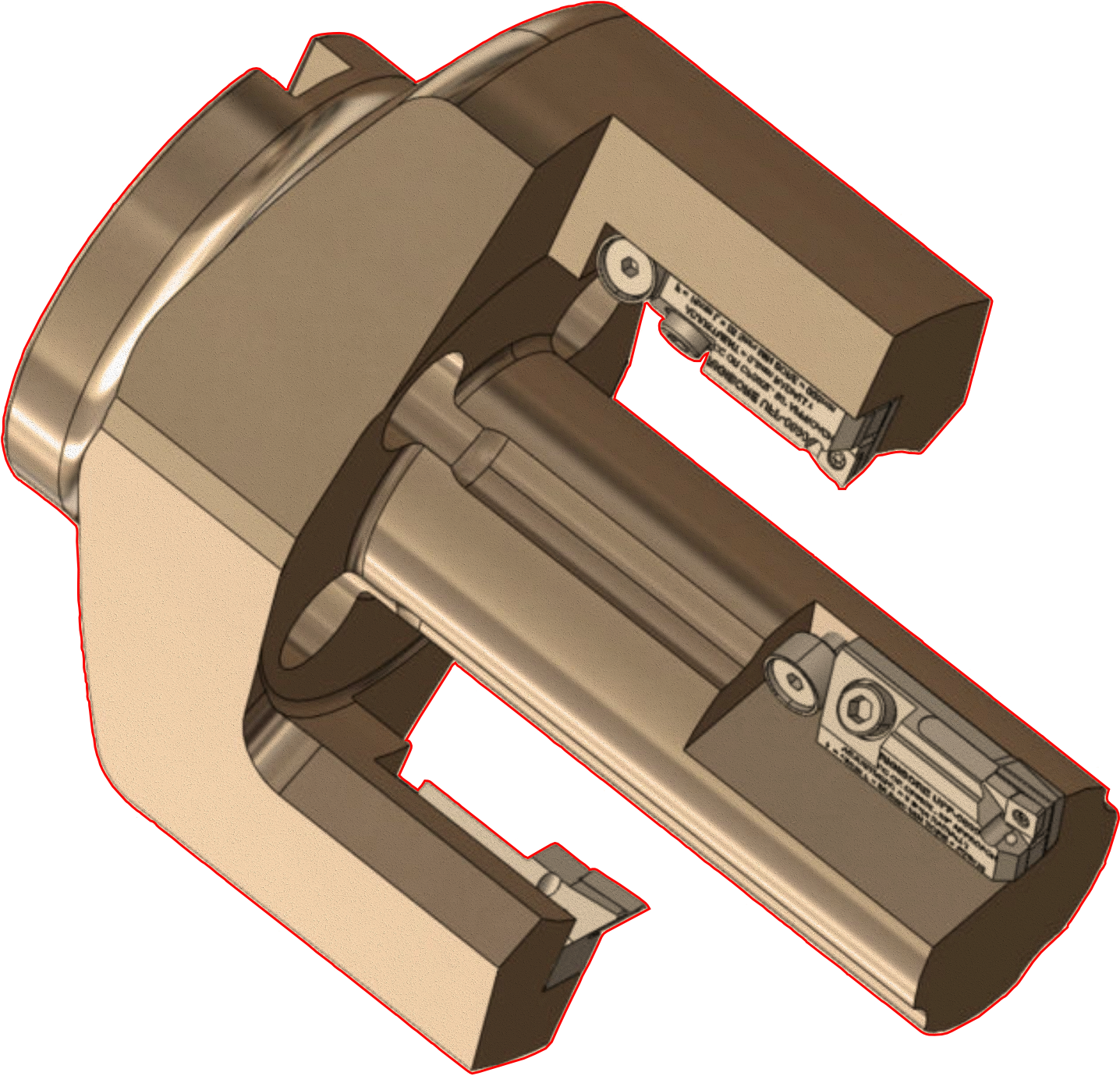
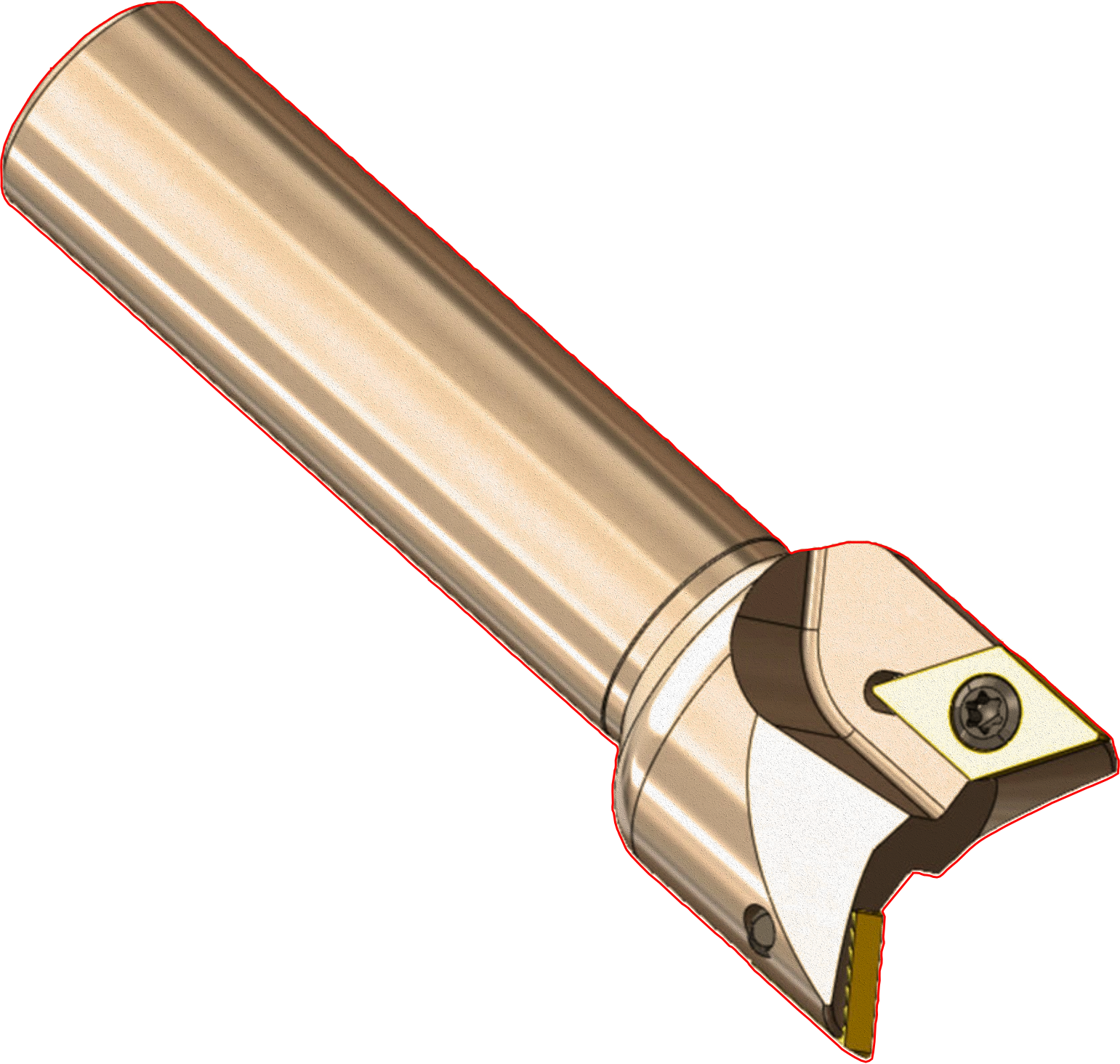
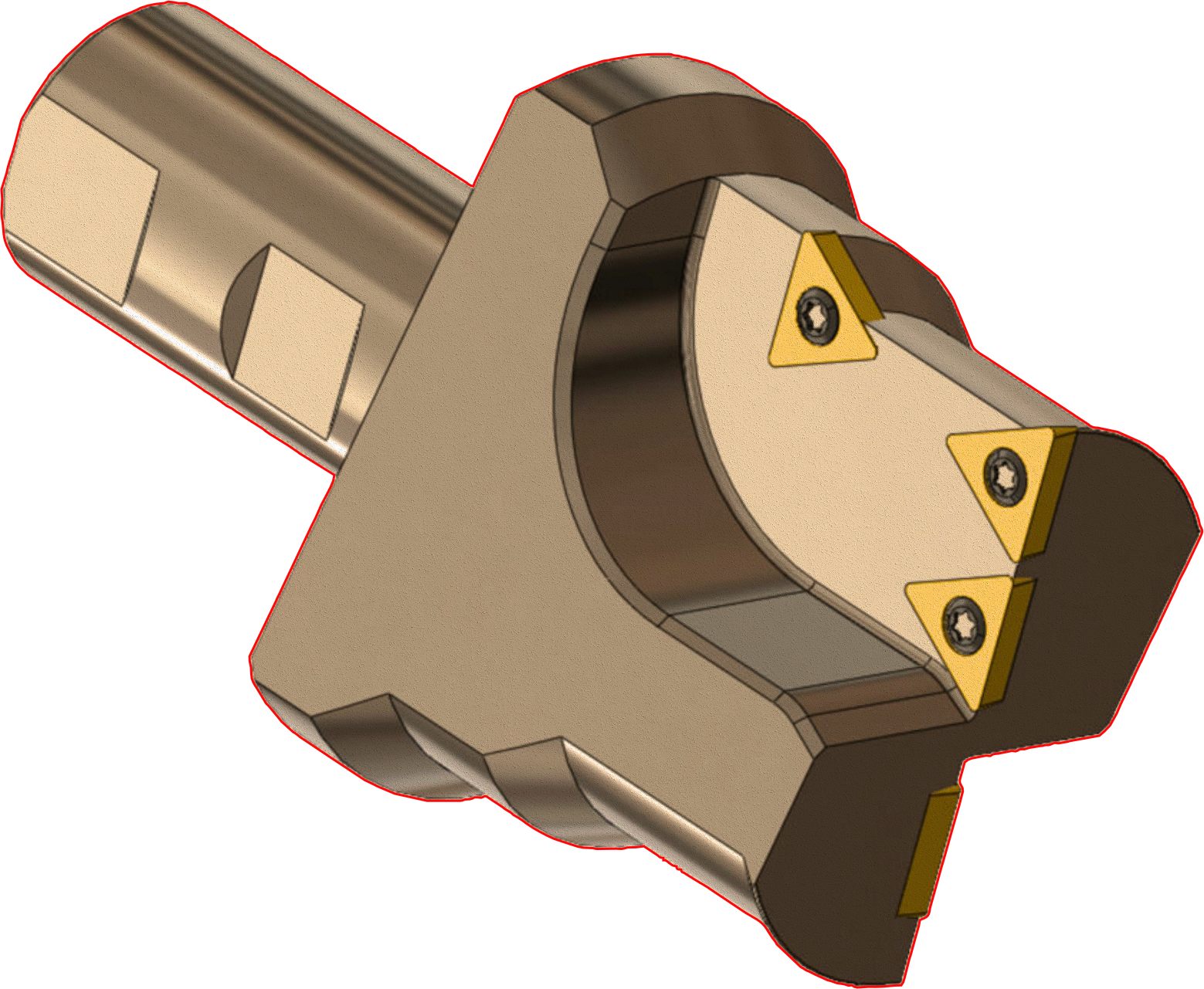
05. WSP-Sonderwerkzeuge mit Standard- und Nicht-Standardplatten sowie Sondersegmenten
Wir haben Entwicklungslösungen für alle Ihre Anforderungen im Bereich der Bearbeitung komplexer mehrstufiger Öffnungen. Abhängig von den Produktionsanforderungen kombinieren wir sowohl Standard- als auch Sonderformplatten sowie kombinierte Methoden zur Anpassung der Bearbeitungsgenauigkeit

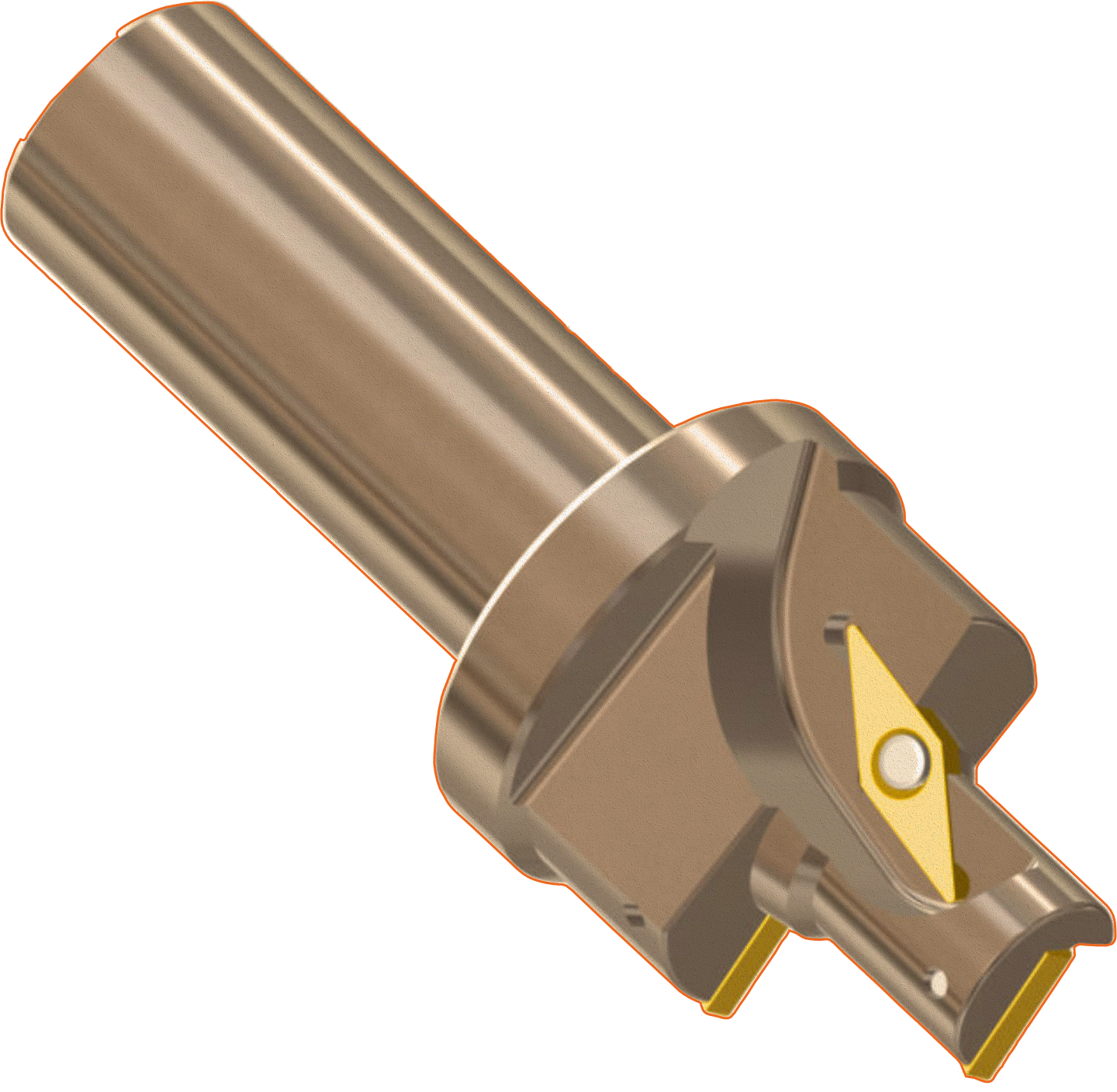

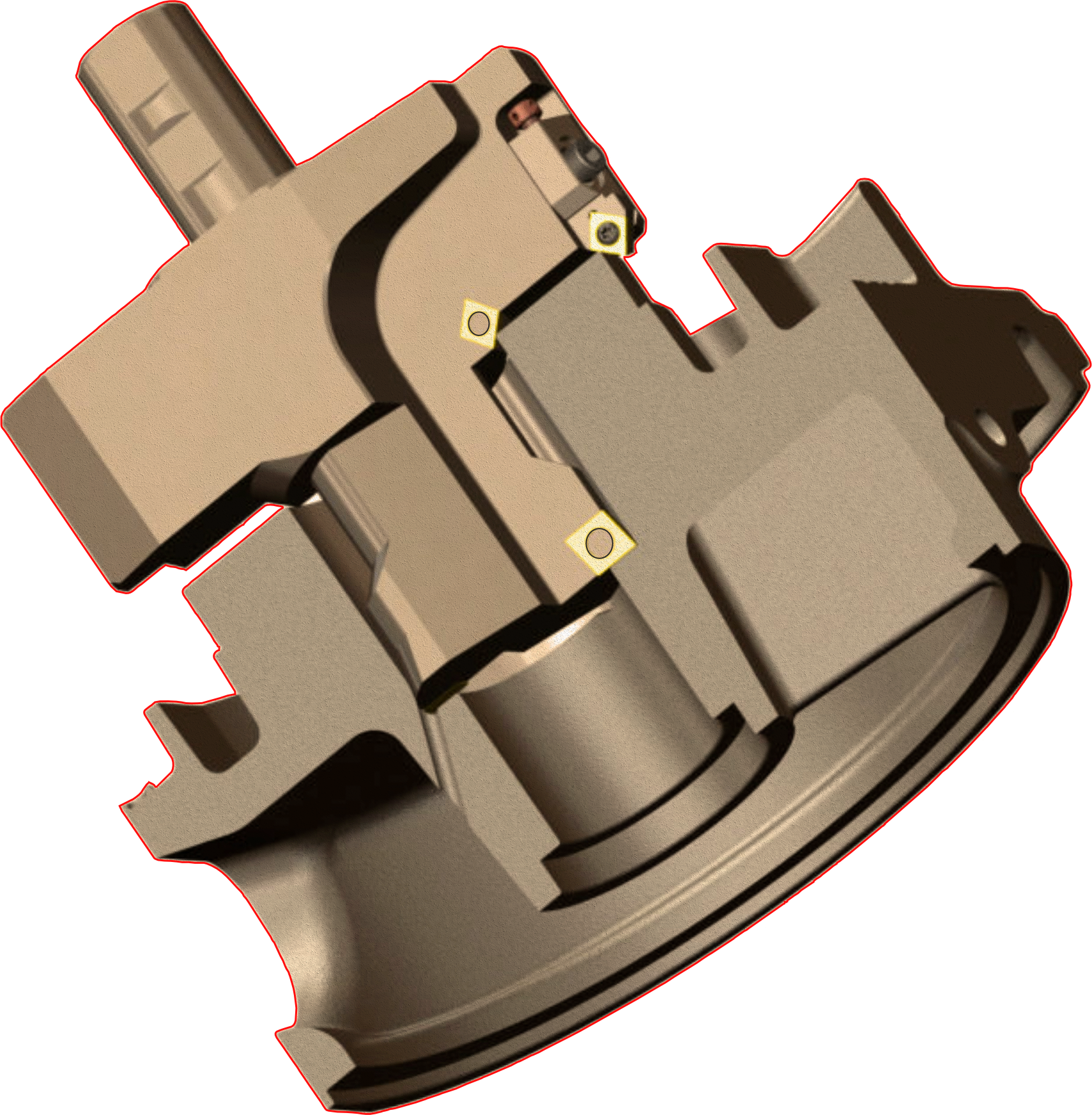

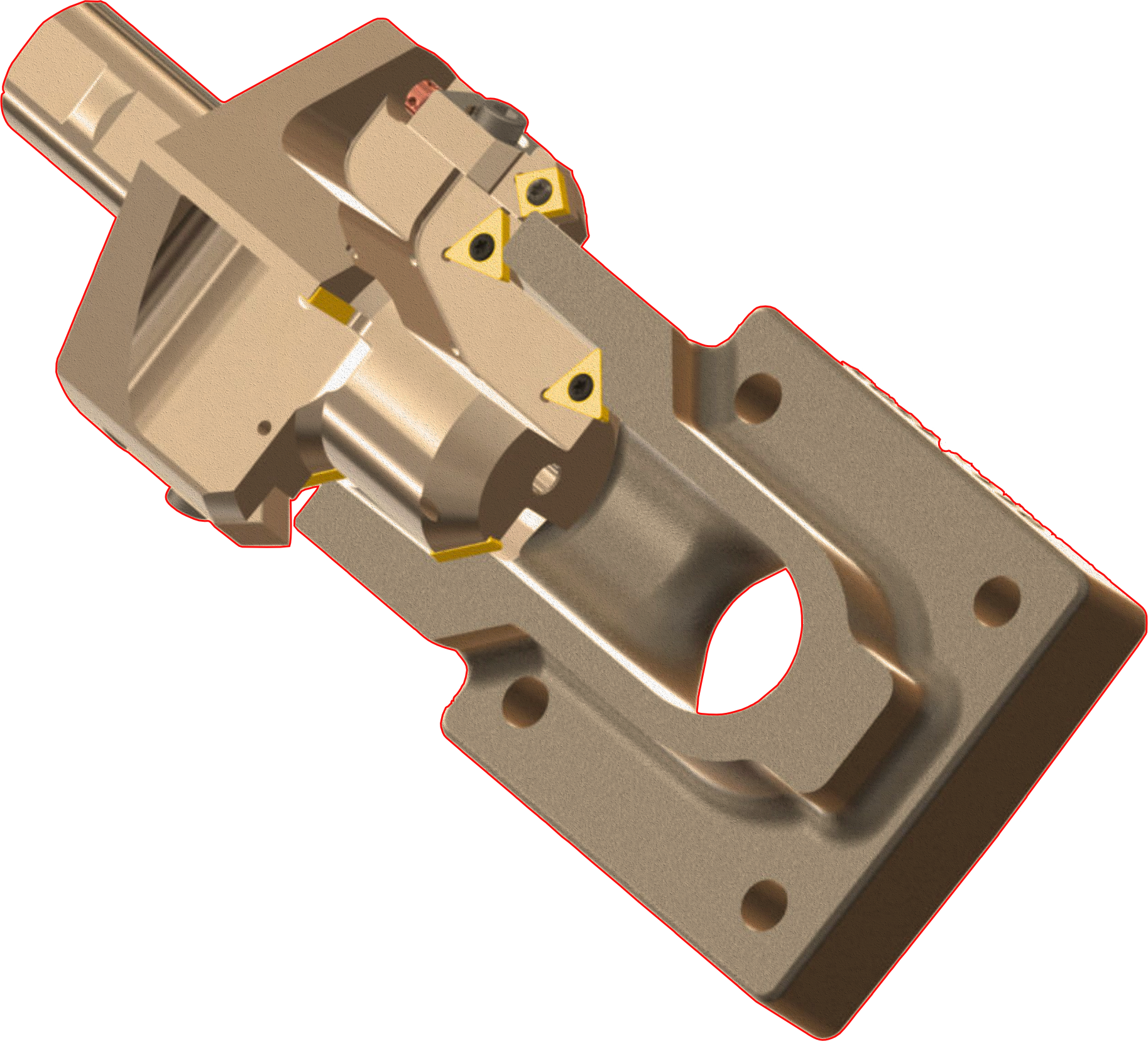
05. WSP-Bohr-Dreh Werkzeuge mit Formplatten
Durch den Einsatz unserer FORM-Schneidplatten ermöglichen wir Ihnen eine drastische Beschleunigung Ihres Herstellungsprozesses durch Drehen. Wir bieten Formplatten in den Ausführungen HM, CBN oder PKD an.

Nachschärfen von Zerspanungswerkzeugen
Mit dem Ziel , die Qualität der hergestellten Werkzeuge langfristig aufrechtzuerhalten, bieten wir einen Werkzeugschärfservice und eine umfassende logistische Unterstützung an.
Durch das Nachschärfen des Werkzeugs stellen wir eine 100%-ige Wiederholbarkeit der Schneidgeometrie am Werkzeug und damit eine vollständige Wiederholbarkeit der Verschleißlebensdauer des Werkzeugs sicher.
Unsere Eingangskontrolle überwacht ständig den Verschleißcharakter der Schneidengeometrie des Werkzeugs und korrespondiert mit den technischen Abteilung unserer Kunden hinsichtlich weiterer Verbesserungen.


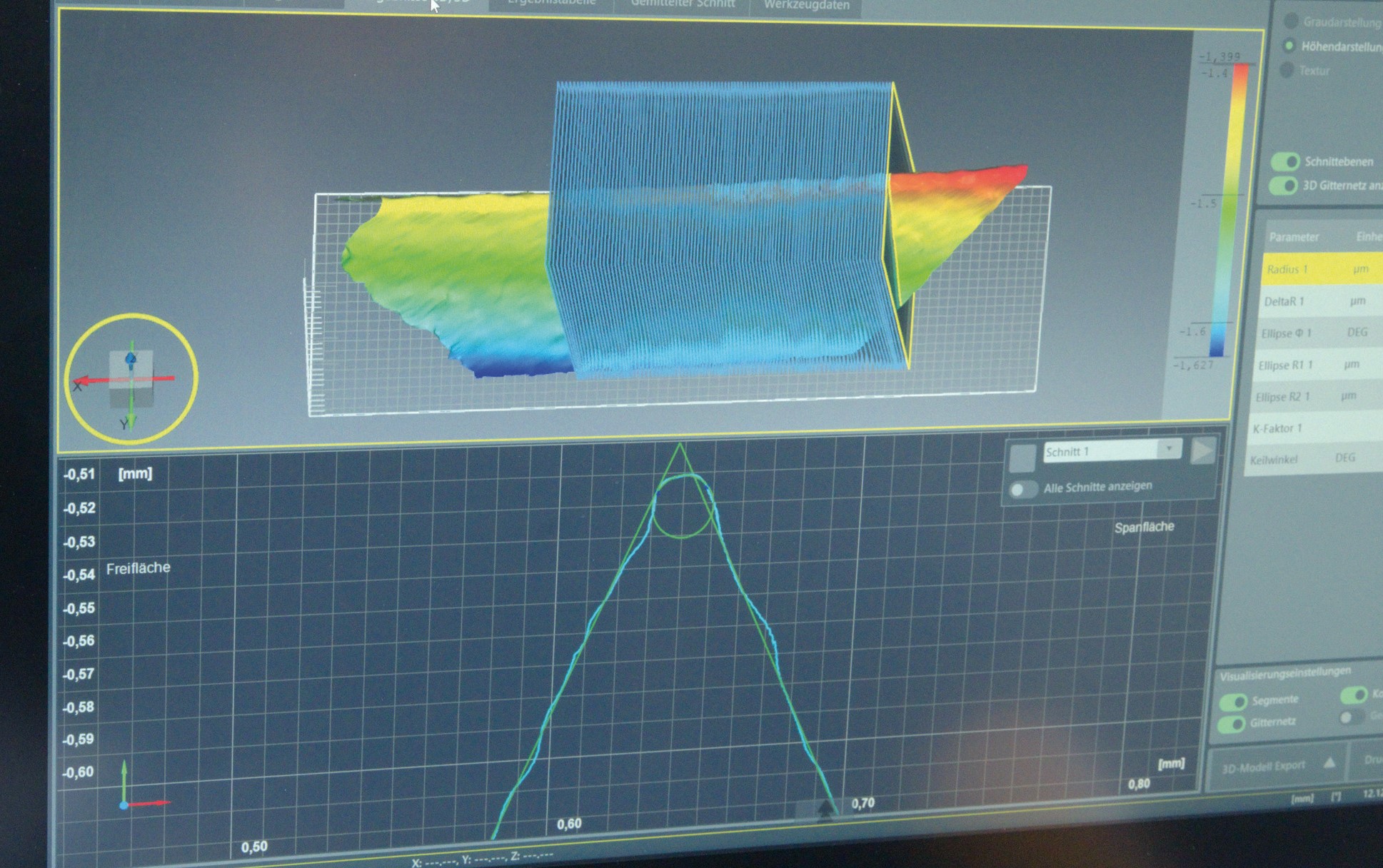
Qualitätskontrolle
Wir führen eine Qualitätskontrolle während des Werkzeugschärfprozesses sowie eine abschließende Qualitätskontrolle mit vollständig dokumentierten Abläufen und Aufzeichnungen durch.
Auf Kundenwunsch sind wir in der Lage, eine 100% – ige Qualitätsendkontrolle aller gefertigten Werkzeuge durchzuführen und zu dokumentieren
Zur Qualitätskontrolle nutzen wir moderne optische Messgeräte der namhaftesten europäischen Hersteller
Schneidkanteverrundung - Fokus auf die Schneidkante
Wir sind sehr darauf bedacht, die neuesten Spitzenverrundungstechniken anzuwenden. Durch ständige Investitionen in Anlagen zum Verrunden von Schneidkanten sowie in deren effiziente Steuerung gewährleisten wir eine konstante und zuverlässige Bearbeitung der Schneidkanten des Werkzeugs und damit eine konstante Lebensdauer des Werkzeugs.